What is sheet metal? Sheet metal is a component made from thin metal sheets (usually less than 6mm) through a comprehensive cold working process, including shearing, punching/cutting/combining, folding, welding, riveting, splicing and forming.
Features:
Uniform thickness: For a part, the thickness of all parts is consistent.
Light weight, high strength, electrical conductivity, low cost and good performance in large-scale mass production.
Processing technology
Cut
The equipment for the shearing process is a shearing machine, which can cut a metal sheet into basic shapes.
Advantages: low processing cost;
Disadvantages: average precision, burrs on cutting, and single cutting shapes, which are simple rectangles or other simple shapes composed of straight lines.
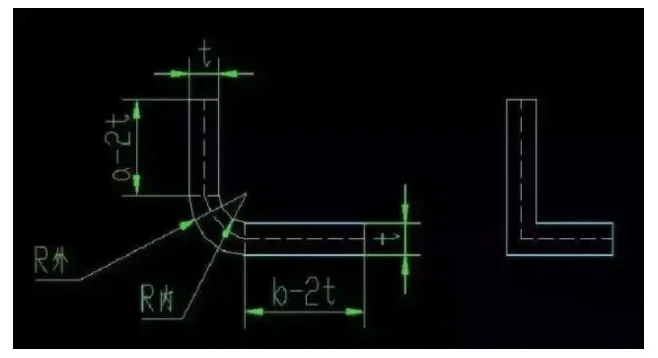
The unfolded dimensions of the parts must be calculated before the cutting process. The unfolded dimensions are related to the bending radius, bending angle, sheet material and sheet thickness.
Rush
The punching process is carried out using a punch press, which can further process the cut material into shape. Different dies are required to stamp various shapes. Common dies include round holes, oblong holes, and bosses; they are also highly precise.
There are many types of bosses, including heat dissipation holes, mounting holes, etc. Due to the influence of bending, the distance between the edge of the designed hole and the edge of the plate and the bending edge will be restricted.
Laser cutting
For materials that cannot be removed by shearing or punching, or for plates with high hardness that are easily damaged by the mold, such as those with rounded corners, or when there is no ready-made mold to stamp the required shape, laser cutting can be used to complete the forming of the material before bending.
Bending
They can fold or roll metal sheets into the required shape, which is a forming process for parts. The process of cold pressing the metal sheet with the upper and lower knives of the bending machine to deform it and obtain the required shape is called bending.
Bending is the last step in sheet metal forming. There are several points that need to be paid attention to whether the parts can be unfolded and bent.
Lack of material, as shown in the figure below, the boss is too high, exceeding the ductility of the material. Bosses are generally used to raise the installation size or avoid installation conflicts, so the boss must be made without changing the internal structure of the material and without affecting the structural strength. For example: the boss cone is at an angle of 45° to the reference plane, and the height is 3times the thickness of the plate.
Redundant materials: Redundant materials are often found where multiple bending edges are closed, which is mostly caused by process errors or drawing errors.
Bending restrictions: Most bending machines have certain restrictions on bending.
Single-side height: depends on the size of the bending machine and the height of the upper knife. The solution can be to use multilateral large-angle bending.
Double-side height: not greater than the maximum height of a single side. In addition to being subject to all restrictions on the single-side height, it is also subject to restrictions on the bottom side. The bending height is less than the bottom side.

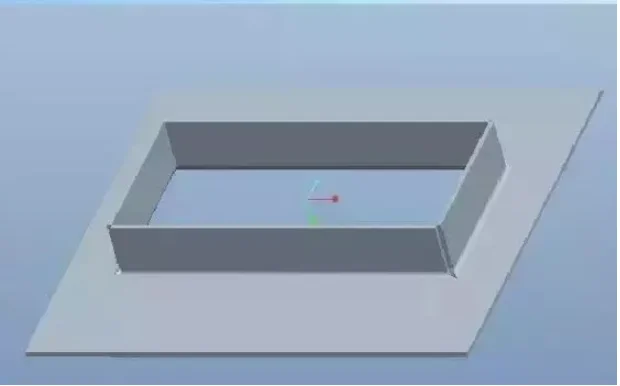
.Since sheet metal parts are formed by bending a thin metal plate, the contact of the bent edges is not sealed and there is no hard connection. If it is not handled, it will affect the strength. The usual treatment method is welding. The technical requirements on the drawing are: welding angle, welding angle and rounding.
Surface treatment: Since the sheet metal parts are thin, they are not suitable for hot-dip galvanizing. Common surface treatment methods include phosphating and electrostatic spraying.