We cannot achieve an exact hardness value like HRC 60. The Rockwell hardness test has a built-in tolerance of ±1 HRC. Manufacturers should tell customers about this standard. This helps manage expectations and sets a realistic quality standard.
Tempering Immediately After Quenching
Don’t wait for a quenched workpiece to cool to room temperature before you temper it. This is a common misconception. For many steels, especially those with low to medium carbon content, the final stage of martensitic transformation happens below room temperature. Waiting can cause the part to crack because of internal stresses. Tempering as soon as possible is the best way to prevent this.
Tempering Temperature Depends on Steel Type
You shouldn’t temper a workpiece at room temperature. The correct tempering temperature depends on the steel’s specific martensitic transformation point. Making assumptions can lead to cracking.
The Myth of “Aging” After Annealing
Some people believe in letting a part “rest” for a week after annealing. They think this relieves stress. However, this is not a standard or necessary procedure. The article says this practice reduces deformation and cracking. But, proper annealing procedures relieve stress sufficiently without a long waiting period.
Preventing Deformation
To minimize deformation during heat treatment, you should leave a machining allowance on the part. This means you perform the final, precise machining steps after heat treatment. This ensures the final dimensions are accurate.
Grain Structure and Material Properties
You can’t always create a uniform, equiaxed grain structure during annealing, especially in cold-worked or Al-killed steel. Equiaxed grains are easily formed in rimmed steel. However, Al-killed steel and cold-extruded parts often keep a deformed, elongated grain structure even after high-temperature annealing.
Hardness and Extrusion
Contrary to popular belief, a lower hardness does not always make a part easier to deform. In steel extrusion, spheroidized pearlite has the best deformation capacity. This structure is generally harder than lamellar pearlite. Therefore, you must use the spheroidized pearlite structure for effective extrusion. Do not use the softer lamellar pearlite.
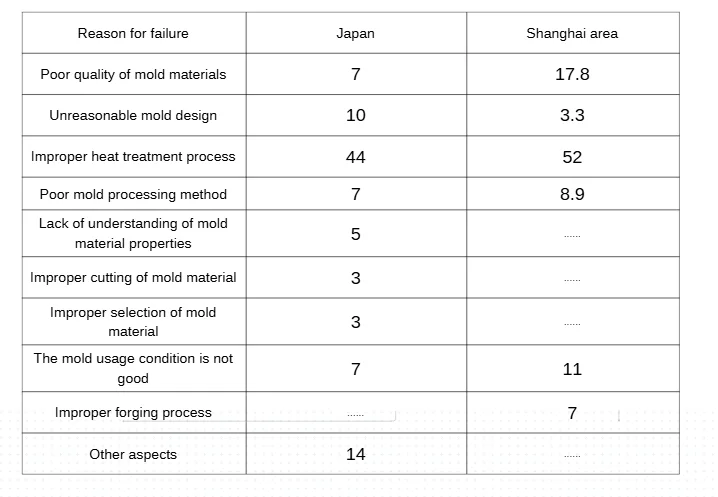
The Cause of Mold Failure
People often wrongly blame heat treatment for most mold failures. Statistical data may suggest that heat treatment causes many failures. However, this data is from the past. You cannot use it to predict future outcomes. Each mold failure needs a specific, targeted analysis. This analysis identifies the actual cause, which could be from many factors besides heat treatment.