Gluing and vacuum chucking are two common machining methods used today.
The gluing method can bond parts of different materials together to form a whole to increase rigidity, and can also bond parts and fixtures together instead of clamping.
This processing method is highly flexible, widely applicable, and allows convenient clamping without special tooling, improving efficiency.
Vacuum suction uses sealed negative pressure to fix workpieces efficiently, precisely, and without fixtures.
The above two ways to make up for the conventional fixture can not do the scene, can bring unexpected results to the processing.
The following combines two machining methods to process plastic sheets, solving clamping and deformation issues.
Processing difficulties
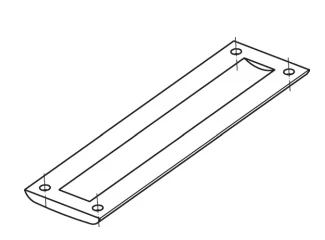
Figure 1 shows the structural dimensions of a cover part, and Figure 2 presents its axonometric drawing.
Made of PTFE SFB-2 (70 × 20 × 2.5 mm) with rounded surfaces and screw holes, the part presents the following processing challenges.
- The part’s outer contour, mainly circular R (93.5±0.05 )mm, R3 mm, 2.5(+0.25/+0.15 )mm, lacks a suitable clamping datum, causing clamping difficulties.
- The plasticity of the part material, low stiffness and thin thickness, easy to produce processing deformation.
PTFE SFB-2 offers excellent sealing, insulation, and stability, but has low strength and stiffness, high elasticity, and thermal expansion.

PTFE SFB-2: 280 MPa modulus, 2.2 g/cm³ density, 14 MPa tensile strength, 10.3×10⁻⁵/°C expansion (20–60 °C).
Improper clamping during machining can cause large deformation or even tear the parts.
Using an improper milling method can cause the parts to give way seriously, making it impossible to guarantee the design-specified dimensions.
If the selection of tools and cutting parameters are not appropriate, it will lead to serious processing thermal deformation.
The team developed a solution addressing clamping, process flow, and tooling based on part features and production needs to solve the issues in milling thin plastic plates.
Clamping method and process route
The team combined vacuum suction and glue bonding to tackle plasticity, stiffness, and clamping issues.
The process route is mainly divided into two clamping, four processes.
The first process machines the profile and holes using vacuum chuck clamping, finishing the top surface as reference.
The operator trims and removes peripheral flying-edge residues in the second process.
The third process uses glue clamping to bond parts for arc profiling and hole drilling.
The fourth process removes burrs and residues from the parts’ edges and surfaces.
Process flow: material → vacuum chuck milling → trimming → glued lower-surface milling → deburring.
- Material
A shearing machine cuts 4.0 mm-thick material into 80 mm × 30 mm strips (see Figure 3).
- Milling on the plane
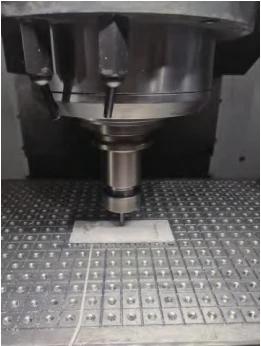
The operator secures and machines a 70×20×2.7 mm part with a φ15 mm arc and four φ2.2 mm holes, using the finished top surface as reference.
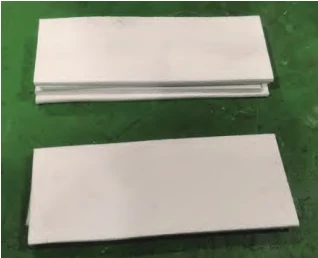
Figure 4 shows vacuum chuck milling of the upper plane.
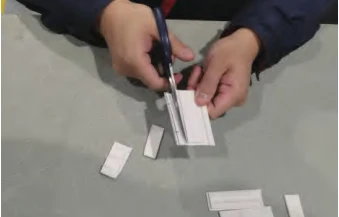
- Trimming
Remove the part and trim the edge residue by hand (see Figure 5).
- Milling the lower surface
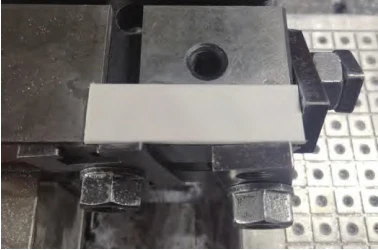
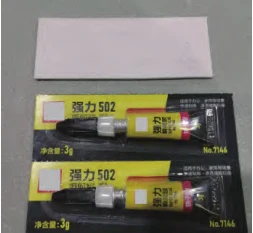
Apply glue (Fig. 6), place the finished surface face down, align by profile, and press in place (Fig. 7).
Then machine the arc R(93.5 ± 0.05) mm, R3 mm, 2.5(+0.25/–0.15 ) mm and drill φ4.5 mm × 90° holes.
The finished product after lower surface milling appears in Figure 8.


- Degluing and deburring
The operator taps part ends with copper rods or pads to remove them after finishing.
The operator pries the glue with a hacksaw blade until fully removed.
Finally, lightly sand edges and surfaces to trim burrs and smooth the finish.
Tool selection
Cutting tools require >60 HRC hardness and high toughness to resist forces and prevent breakage.
The sharpness and cutting angle of the tool are crucial for the cutting effect of plastic materials.
The team used a domestic carbide end mill with sharp angles and optimized design to reduce force, minimize deformation, and improve stability and finish.
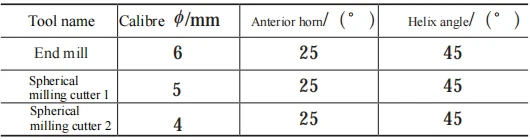
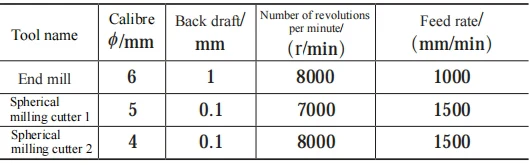
The tool parameters are shown in Table 1, and the cutting parameters are shown in Table 2.
Precautions
The following matters should be noted in the machining process.
- Mill the top surface >2.5 mm deep, keeping 0.1 mm above the suction cup to avoid contact.
- Use sharp, plastic-specific tools, adjust cutting parameters as needed, and minimize cutting force to maintain clamping stability.
- Clean the vacuum cups and fixture surfaces thoroughly to prevent chips from reducing clamping force.
- Use fast-drying glue and apply it evenly with a brush; avoid coating too thick or too thin to ensure proper bonding.
The use of AB glue, as shown in Figure 9.
Application effect
The team used proper processes and tooling to accurately machine over 30 parts, meeting all specifications.
The finished product is shown in Figure 10.
Conclusion
Vacuum suction and glue bonding combined to solve clamping and deformation issues in plastic sheet processing.
This method ensures quality, boosts efficiency, and offers a reference for similar parts processing.