The increasing demand for complex-shaped parts and difficult-to-machine materials in fields like aerospace and medical devices challenges traditional machining methods.
These methods must urgently improve machining accuracy, stability, and efficiency. CNC technology makes precision machining possible, but it still needs improvements.
We need better tool path optimization, error control, and intelligent machining processes to solve the practical problems of complex part machining.
Difficulties in Processing Complexly Shaped Parts
-
Geometric Complexity
Complex-shaped parts have irregular surfaces and curved structures. These complex spatial geometric characteristics require machine tools to perform multi-axis linkage for precise cutting.
This places extremely high demands on machine tool control accuracy and tool path planning. Improper handling easily leads to processing errors and affects workpiece quality.
-
Material Diversity and Processing Characteristics
Special materials are common in complex parts. Materials like titanium alloys, high-temperature resistant alloys, and composite materials have high strength and high hardness.
These properties cause large wear and significantly impact tool life. Additionally, material heterogeneity leads to changes in cutting forces. This greatly increases processing difficulty and production costs.
-
Requirements for High-Precision Machining
Industry requirements for part precision increase constantly. Processing complex parts is not only challenging geometrically. It also has increasingly stringent requirements for dimensional accuracy, surface roughness, and form and position tolerances.
Any slight error may affect part function and safety. Therefore, processing precision control involves many aspects. These include tool trajectory, machine tool dynamic characteristics, and environmental stability.
Problems of CNC Technology
-
Limitations of Tool Path Optimization
Tool path planning is crucial when machining complex-shaped parts. However, existing methods often ignore key geometric features on complex three-dimensional surfaces. This results in tool motion trajectories that are redundant or inefficient.
-
Inadequate Control of Machining Errors
CNC technology offers advantages, but machining errors still occur when processing complex parts. Factors like insufficient machine tool rigidity, tool wear, and thermal deformation mainly cause these errors.
They lead to accumulated errors. This is especially true in multi-axis linkage. The slightest error on any axis may be magnified. This affects the overall accuracy of the workpiece.
-
Difficulty in Optimizing Processing Parameters
Selecting machining parameters (such as cutting speed, feed rate, and cutting depth) directly affects the machining quality and efficiency of complex parts.
Their optimal settings often require multiple trials and adjustments. This increases time, resources, and production costs.
Case Analysis
-
Case Background and Technology Introduction
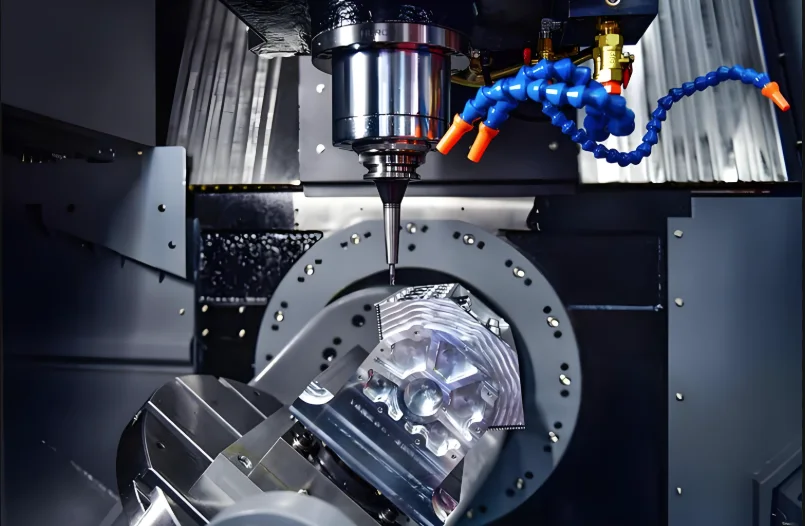
A Chinese aviation manufacturing company introduced advanced CNC technology to address low efficiency and large errors in machining aircraft engine turbine blades.
The company combined this technology with its independently developed tool path optimization software and thermal error compensation technology. This significantly improved the machining accuracy and efficiency of complex parts.
-
Application of Tool Path Optimization
In actual applications, the company uses five-axis linkage CNC machine tools and tool path optimization algorithms. It successfully avoids path redundancy and error accumulation by combining contour processing and spiral cutting.
This significantly shortens processing time. It also ensures smooth tool movement, thereby improving the blade’s surface finish.
-
Implementation of Thermal Error Compensation Technology
The company introduced a thermal error compensation system to solve the problem of thermal expansion during long-term processing.
It monitors machine tool and tool temperature changes online. It then establishes a thermal error model. This achieves dynamic real-time compensation of cutting parameters and errors.
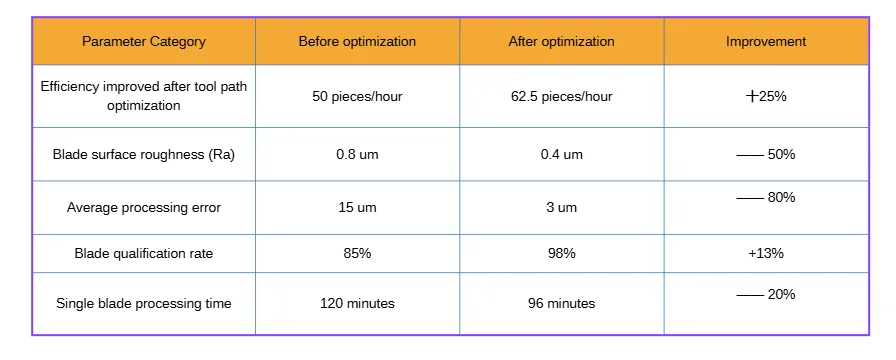
This significantly reduced the average dimensional error of the workpiece from 15 microns to less than 3 microns.
Data Collection and Process Improvement
The company conducted extensive experiments and collected data. Through this, it established a detailed processing parameter library.
This ensures consistency when processing different batches of blades. This data-driven optimization increased the blade qualification rate from 85% to 98%. It also shortened processing time by 20%. This significantly improved product quality and production efficiency.
Conclusion
This paper investigates how we can optimize CNC technology for complex parts. We can significantly improve machining efficiency and precision by leveraging tool path optimization algorithms and thermal error compensation techniques.
Specifically, this application in aerospace engine blades significantly enhanced surface roughness and dimensional accuracy.
The combination of intelligent control and optimized processes improves production efficiency and product quality. Furthermore, it provides an important reference for machining high-precision complex parts.