Titanium alloy has high specific strength, good corrosion resistance, and high thermal strength. It is an ideal high-strength and lightweight material for making parts used in high-temperature or corrosion-prone environments. It is widely used in aerospace, biomedicine, weapons and equipment manufacturing, petrochemical, and nuclear power fields.
In the field of biomedicine, titanium alloy can be used to make artificial joints and artificial teeth. It is also applied in medical repair and replacement materials. Common examples include cardiovascular stents, elastic bone plates, spinal fixation devices, and other medical equipment products.
In the field of weapons and equipment manufacturing, modern warfare requires better mobility. To meet this need, achieving lightweight equipment has become an important development trend. High-strength and lightweight titanium alloy materials are being rapidly applied in the manufacturing of weapon parts and components.
At present, the price of titanium alloy parts and components is generally high, in addition to the price of raw materials, its processing cost is one of the important reasons.
Characteristics of titanium alloy cutting processing
Titanium alloy is a typical difficult-to-machine metal material, which has the following characteristics in processing.
(1) The deformation coefficient is small. Compared with ordinary steel cutting, the chip travels a very short distance on the rake face during titanium alloy cutting. The severe friction and wear zone along the rake face is very close to the main cutting edge. This causes greater stress and more cutting heat to be generated near the main cutting edge.
The cutting edge is prone to wear and even breakage. Because the main wear location on the front face is very close to the edge, it is difficult to observe the “crescent pit” wear on the front face.
(2) Higher cutting temperature. There are 2 reasons:
- The thermal conductivity of titanium alloy is very small, and the ability to dissipate heat through the cut workpiece itself is very poor;
- The contact area between the chip and the front face is very close to the cutting edge, and the cutting heat is difficult to dissipate, resulting in a high cutting temperature.
(3) The elastic response is large. Titanium alloy modulus of elasticity is small, in the cutting process, the workpiece is subject to the action of the cutting force is easy to produce deformation, and the processed surface is also easy to rebound. On the one hand, cutting deformation makes it difficult to ensure the geometric accuracy of the parts;
On the other hand, the rebound of the machined surface increases the contact area between the machined surface and the tool face. This leads to higher cutting force and accelerates tool wear. It can also cause cutting vibration and reduce surface machining quality.
(4) easy to generate work hardening layer. Titanium element in high temperature chemical activity is high, in the surface of the workpiece is easy to generate by the Ti compounds composed of hardened layer, exacerbating tool wear.
(5) the use of cemented carbide tools are easy to occur bonded wear. In the chemical affinity of titanium and the role of high temperature and high pressure, titanium alloy chips are easily bonded to the tip of the carbide tool (see Figure 1), and in the shedding of the tip of the tool to produce bonded wear.
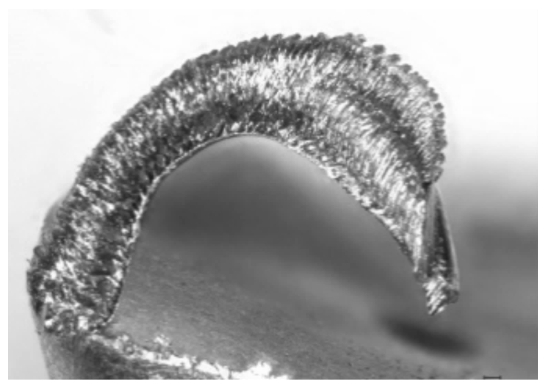
Figure 1 titanium alloy cutting chip bonding at the tip of the tool
(6) Chips are flammable. Titanium alloy ignition point is low, dry cutting higher cutting temperature is easy to ignite the chip. Particular attention should be paid to the high-speed dry milling cutter. If a large number of agglomerated chips are bonded, they should be removed immediately. This prevents high-temperature chip ignition and avoids major accidents (see Figure 2).
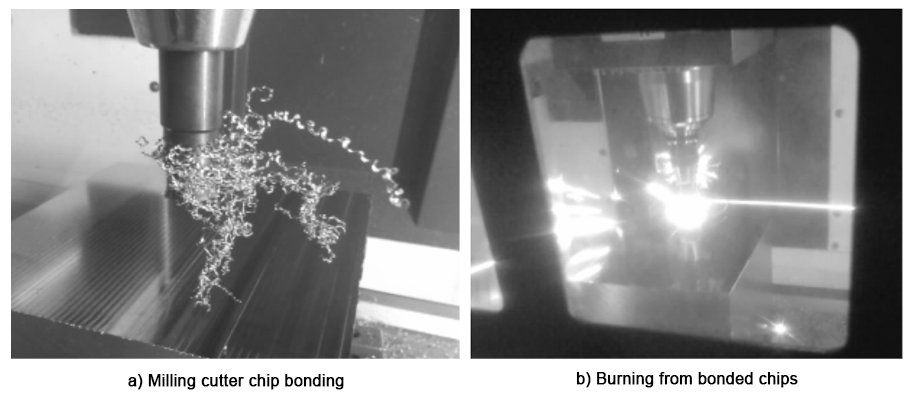
Figure 2 titanium alloy milling chip burning
Titanium alloy milling machinability research status quo
Titanium alloy milling machinability research contains cutting mechanism and milling performance of two aspects of the content, to simulation and cutting experiments combined with the main research methods.
1.Titanium alloy cutting mechanism
Titanium alloy cutting mechanism research mainly includes the plastic deformation and chip formation mechanism in the cutting zone. It also covers the generation and conduction of cutting heat. Additionally, it studies the mechanism of tool wear.
At present, aerospace, deep-sea diving, petrochemical production, and other equipment manufacturing fields continue to raise new requirements for titanium alloy performance. New titanium alloy materials keep emerging. The cutting performance of these new materials varies greatly. In-depth study of their cutting mechanisms is the basis for choosing cutting tools and processes reasonably.
A study established a simulation model of cutting TC4 titanium alloy based on experiments. It investigated the grain refinement characteristics of chips and processed surfaces. The study found that cutting speed and depth of cut are the main factors affecting grain refinement. Both factors have a negative effect on grain refinement.
Another study through the TC4 titanium alloy cutting process of serrated chip formation process of experimental research, the chip from the band into a serrated critical cutting speed.
The formation of serrated chips can cause fluctuations in the cutting force during cutting. The fluctuation follows the change pattern of the sawtooth shape of the chips. The width of the plastic deformation zone in serrated chip formation decreases as the cutting speed increases.
2.Titanium alloy milling performance
Titanium alloy milling performance research mainly includes cutting parameters and tool angle effects on milling force. It also covers cutting temperature and milling system kinetic characteristics. Additionally, it studies the influence on processed parts’ shape accuracy and surface quality.
Due to titanium alloy’s high strength and light weight, many thin-walled parts are used in aerospace equipment manufacturing. Milling is the main cutting method. Studying milling performance of different titanium alloy materials and structures is important. This helps improve cutting efficiency and quality of titanium alloy parts.
A study obtained the influence of main milling parameters on surface roughness when milling TC25 titanium alloy. It established a prediction model to find optimized cutting parameters. These parameters help reduce surface roughness when milling this titanium alloy material.
Another study investigated the influence of main milling parameters on surface residual stress when milling titanium alloys through simulation. It found that the depth of cut has less influence on surface residual stress. The cutting speed has a greater influence on surface residual stress.
There are also studies to reduce cutting chatter when milling titanium alloy thin-walled parts. These studies aim to improve surface quality and machining accuracy. The stability of the milling domain has been analyzed. The stability of the leaf petal diagram has been studied. These efforts provide ways to improve the quality and efficiency of milling titanium alloy thin-walled parts.
Suitable for cutting titanium alloy tool material
Due to the material properties of titanium alloys, the cutting tool materials for cutting titanium alloys should have at least the following properties: high hardness combined with high strength and toughness;
Have good wear resistance; cutting tool materials and titanium element affinity is low, not with the titanium alloy material fusion, diffusion.
In milling titanium alloy material cutting tool material should also have good thermal shock resistance.
At present, suitable and widely used in the processing of titanium alloy cutting tool materials are mainly cemented carbide and polycrystalline diamond (PCD).
1.Carbide cutting tools
Cemented carbide cutting tool materials for titanium alloy cutting can be divided by material composition. They include Ti-bearing cemented carbide, such as YT class and YW class. They also include Ti-free cemented carbide, such as YG class. From the material structure, they can be divided into coated cemented carbide and non-coated cemented carbide.
The wear mechanisms of YG, YT and YW carbide tools in cutting titanium alloys are different, and the cutting speed is the key factor affecting their wear mechanisms.
At low speeds, the wear of the three types of tools is dominated by adhesive wear, while at high cutting speeds, adhesive wear mainly occurs in YG tools, and diffusion wear and oxidative wear occur in YT and YW tools in addition to adhesive wear.
Under dry cutting conditions, the durability of YT tools decreases fastest as cutting speed increases. The durability of YG tools decreases next fastest. The durability of YW tools decreases the slowest. YW tools show better cutting performance in high-speed cutting of titanium alloys.
In the high-speed titanium milling process, a small amount of bonded chips appear on the front face of the tool in the early stage of tool wear. Then, bonding wear causes bonded craters to form on the front face of the tool. These craters increase due to continuous cutting. This intensifies tool wear. In serious cases, it causes chipping.
Coated carbide tools in high-speed turning titanium alloy, its cutting performance is not obvious advantages, and even worse than the uncoated similar material tools.
At present, most of the carbide tools use Ti insulating coating to reduce the cutting heat conduction to the tool, reduce the temperature rise of the tip of the tool.
Due to the poor thermal conductivity of titanium alloy, its heat dissipation is much lower than that of steel. When using a Ti thermal barrier coating on the tool, both heat dissipation paths—from the workpiece and the tool—are blocked. This raises the cutting zone temperature. The high temperature quickly damages the coating and accelerates tool wear.
In high-speed milling coated tools than non-coated tools to show more excellent cutting performance and tool durability. Milling is intermittent cutting, in high-speed milling, thermal shock is an important factor leading to tool wear, thermal insulation coating can effectively reduce the thermal shock, thereby improving tool life.
- Polycrystalline diamond (PCD) tool Polycrystalline diamond (PCD) tool cutting titanium alloy, with good tool wear resistance, good tool heat dissipation, lower cutting force, etc., more suitable for high-speed cutting of titanium alloy than cemented carbide tools, and can get better surface quality and machining accuracy.
When cutting titanium alloy with PCD tools, the tool wear mechanism is abrasive wear and bonded wear, and the breakage mechanism is mainly micro-cracking, spalling, micro-chipping and localized fragmentation.The finer the diamond particles of PCD, the higher the tool life.
A study compared the performance of carbide tools and PCD tools in high-speed milling of titanium at a cutting speed of 200m/min, and the life of PCD tools increased about 4 times more than that of carbide tools, and the roughness of the surface of the workpiece after processing was smaller.
A study analyzed the influence of milling parameters on the milling force when milling TA15 titanium alloy at high speed with a PCD milling cutter. It found that the axial depth of cut has the greatest effect on cutting force. In contrast, the cutting speed between 50 and 400 m/min has very little impact.
It can be seen that, in order to improve the machining accuracy and not reduce the cutting efficiency, appropriate reduction of axial depth of cut and increase the cutting speed is a good method.
A study compared the surface roughness of TC4 titanium alloy turning using PCD and carbide tools. The surface roughness with PCD tools was lower. The roughness was also more stable. This reduces tool changes during cutting and improves machining efficiency.
Titanium alloy milling new progress
1.High-speed milling technology
High-speed milling material removal efficiency, radial force is small, the workpiece temperature rise is relatively low, in the manufacture of aerospace equipment in large demand for titanium alloy thin-walled parts processing, can significantly improve the processing efficiency and quality of the workpiece, is gradually being applied in the cutting of titanium alloy parts.
Due to the low stiffness of titanium alloy thin-walled parts, milling processing to reduce the deformation-sensitive direction of the cutting force is particularly important to ensure the accuracy of parts processing and surface quality.
Cutting speed has little effect on cutting force when milling titanium alloy. However, axial depth of cut, radial depth of cut, and feed per tooth significantly impact cutting force. It is important to analyze the structure of thin-walled parts to determine how these factors affect deformation. Reasonable allocation of these parameters is key. This helps ensure cutting efficiency and is a focus in high-speed titanium alloy milling research.
In addition, milling of thin-walled parts is prone to cutting chatter, especially in high-speed milling of deep cavity structure, longer milling cutter overhang and weaker part stiffness are more likely to make cutting chatter occur.
To determine the stability domain for high-speed milling of titanium alloy thin-walled parts, choosing the right spindle speed and axial depth of cut is essential. This makes the milling process more stable, improves surface quality, and extends tool life. This is another key focus in high-speed titanium alloy milling research.
2.Low temperature cooling milling technology
Cooling mode is one of the important factors affecting the efficiency and cost of titanium alloy milling. With the continuous improvement of the performance of the tool material and the continuous improvement of the processing efficiency requirements, the cutting speed of milling titanium alloy is greatly increased, and the traditional cutting fluid pouring cooling is facing difficult to solve the problem.
When milling titanium alloy at high speed, coolant struggles to reach the cutting zone. As a result, the temperature in the cutting area remains very high. After cutting, the tool is cooled quickly by the fluid, causing strong thermal stress. Additionally, the high temperature causes the cutting fluid to atomize. This produces a large amount of harmful gases and pollutes the environment.
To address the above issues, green milling technologies centered on low-temperature cooling have developed rapidly in recent years. Representative methods include CMQL (cryogenic minimum quantity lubrication), low-temperature air cooling, cryogenic spray cooling, and liquid nitrogen cooling.
When milling titanium alloy, cutting speed is an important basis for choosing which cryogenic cooling technology.
Studies on high-speed milling of TC4 titanium alloy using cryogenic minimum quantity lubrication (CMQL) have shown positive results. This method reduces radial milling force, lowers tool-chip friction, extends tool life, and improves machining performance.
Experiments were conducted to compare the cutting force when milling TB6 titanium alloy. Results show that low-temperature air-cooling is more effective than dry cutting in reducing the milling force.
A study explored the use of low-temperature spray jet in milling Ti40 flame retardant titanium alloy. This method effectively reduces cutting temperature, decreases back face wear, and extends tool life.
A study of liquid nitrogen cooling conditions under large feed milling TC4 titanium alloy research, found that it is better than the low-temperature air-cooled suppression of tool wear, extend tool life effect.
3.High-efficiency deep cavity machining technology
At present, a large number of aerospace equipment in the titanium alloy parts for the framework of the structural components, many of which have a side wall for the thin-walled deep cavity structure.
Deep cavities in milling require using longer milling cutters. However, longer cutters easily cause cutting vibration and the “let the knife” phenomenon. To ensure surface quality and accuracy, it is necessary to reduce the feed and depth of cut. This also helps lower the risk of cutter breakage caused by vibration.
At the same time, titanium alloy is a difficult material to machine. The cutting speed range is also lower. Therefore, machining deep cavity parts made of titanium alloy takes a long time. This greatly increases the manufacturing cost of these parts.
High-feed milling (see Fig. 3) and insert milling can be used for the efficient machining of titanium alloy deep-cavity structural parts because the milling radial force is greatly reduced.
In Figure 3, the high-feed milling cutter uses a very small main deflection angle, about 10°. The axial depth of cut for milling is kept low. Due to the chip thinning effect, the feed per tooth can increase significantly. This happens while keeping the chip thickness constant.
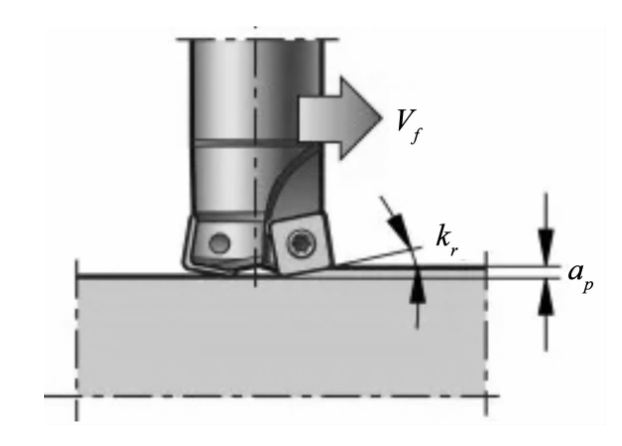
Figure 3 High feed milling
Insert milling (see Figure 4) using the milling cutter axial feed movement to complete the removal of material cutting, its radial cutting force is very small, very suitable for the depth and width of the groove cavity, impeller rough machining.
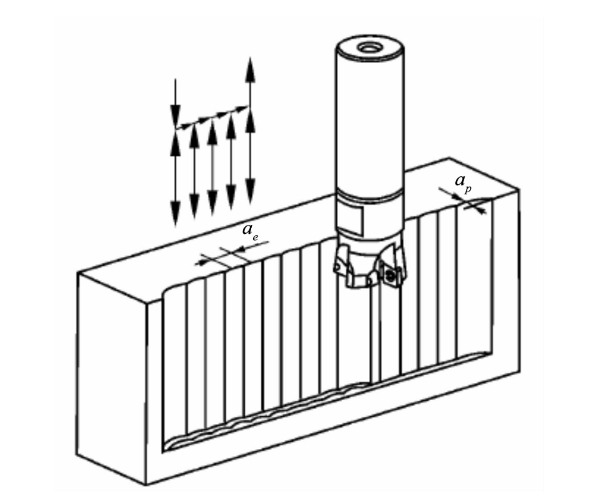
Figure 4 insert milling machining
Although high feed milling and insert milling can be used for deep cavity processing, but to achieve higher processing efficiency and quality, should also consider the structural characteristics of the cavity of the two trade-offs.
When the cavity area is large and the side walls are high, high feed milling processing efficiency is higher.
Ling et al. use high feed milling 300mm × 100mm × 290mm TC21 deep cavity, compared with the insertion milling cutting efficiency has increased significantly.
When the cavity is a narrow slot or the side walls are not equal in height, insert milling is more efficient.
Li Ang et al. used insert milling to process large TC4 titanium alloy parts with unequal sidewalls and grid-like deep cavities, compared with conventional milling to improve the machining efficiency by a factor of 3.
In addition, the use of insert milling for titanium alloy parts with deep cavity corners and the overall impeller rough machining, compared with the traditional milling method also has a high cutting efficiency.
Outlook
At present, the following bottlenecks mainly exist in titanium alloy milling processing.
(1) high-speed milling, the milling cutter to withstand the thermal shock is more serious, with the increase in milling speed, this thermal shock caused by tool wear, breakage is rapidly amplified.
(2) Due to the easy vibration of cutting and easy deformation of workpiece, it is difficult to choose cutting parameters and improve cutting efficiency for milling thin-walled parts.
The recent development of titanium alloy milling technology shows the following trends.
(1) With the continuous emergence of new types of titanium alloy materials, the research on its cutting mechanism is more urgent.
(2) Cutter material and milling cutter technology suitable for high-speed and high-efficiency milling of titanium alloy are in urgent need of rapid development.
(3) The cutting cooling technology which is better adapted to high-speed milling of titanium alloy is constantly appearing.
(4) New technologies such as insert milling and high feed milling are gradually popularized in the milling of titanium alloys.